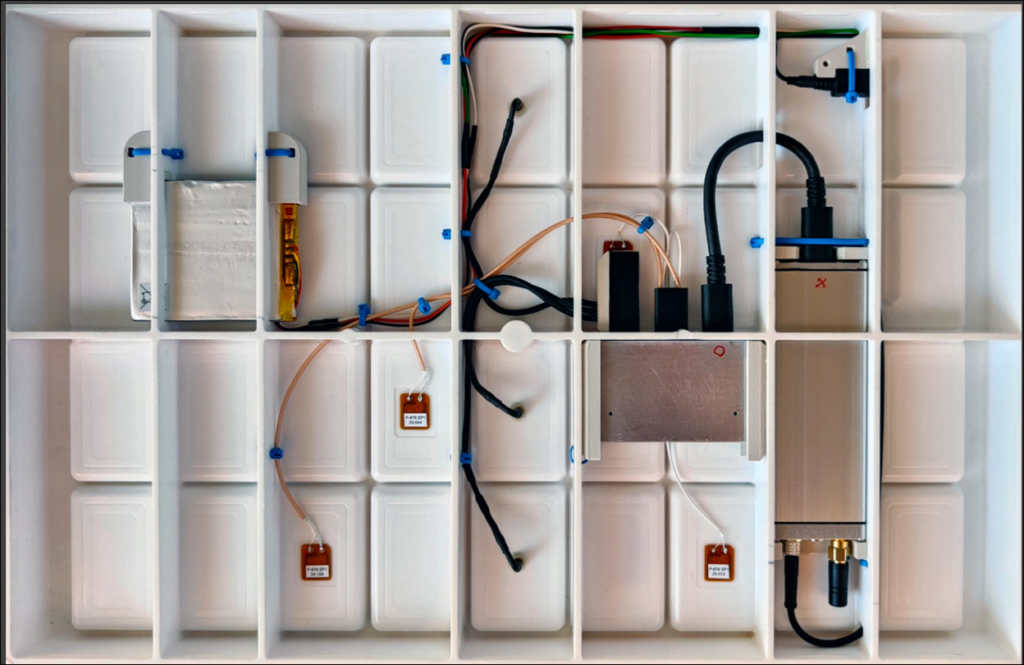
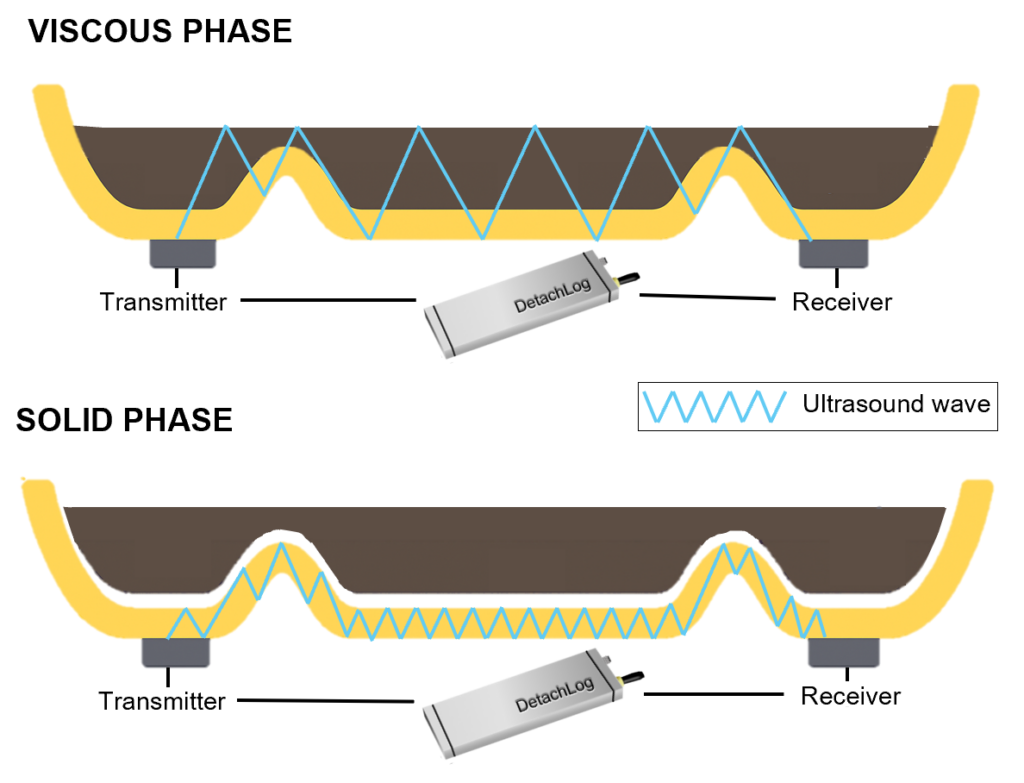
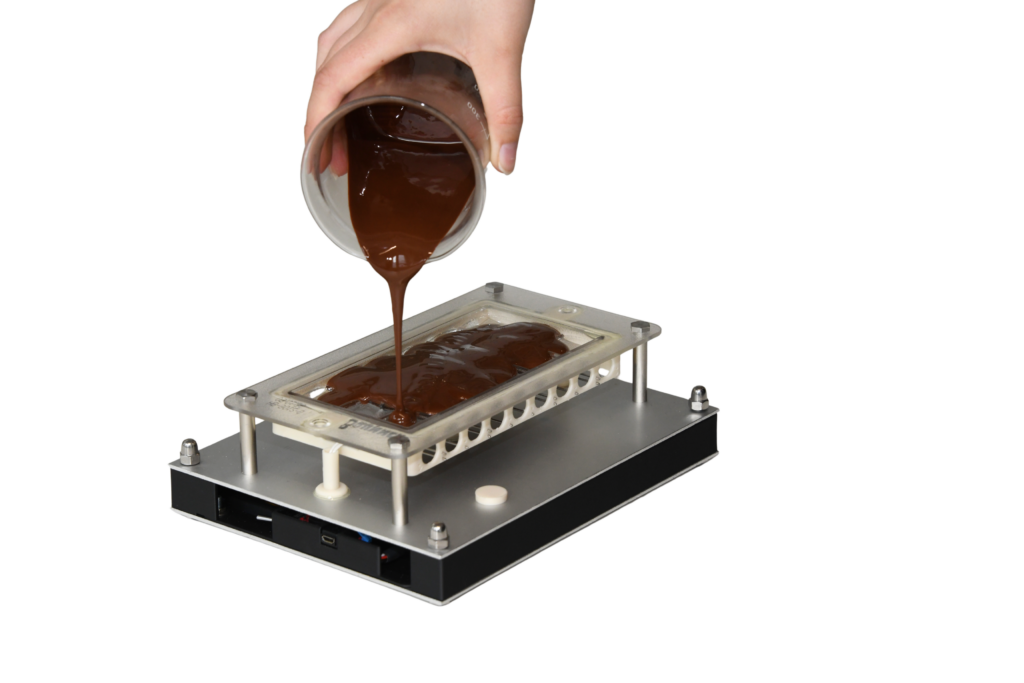
Ultrasound and temperature sensors are installed on a mould and measure product parameters in real time as the chocolate goes from viscous to solid phase.
The uniqueness of the technology lies in ultrasound spectroscopy : the ultrasound wave propagating between a transmitter and a receiver across the mould and chocolate provides precise insights on the structuring quality.
User-centric software
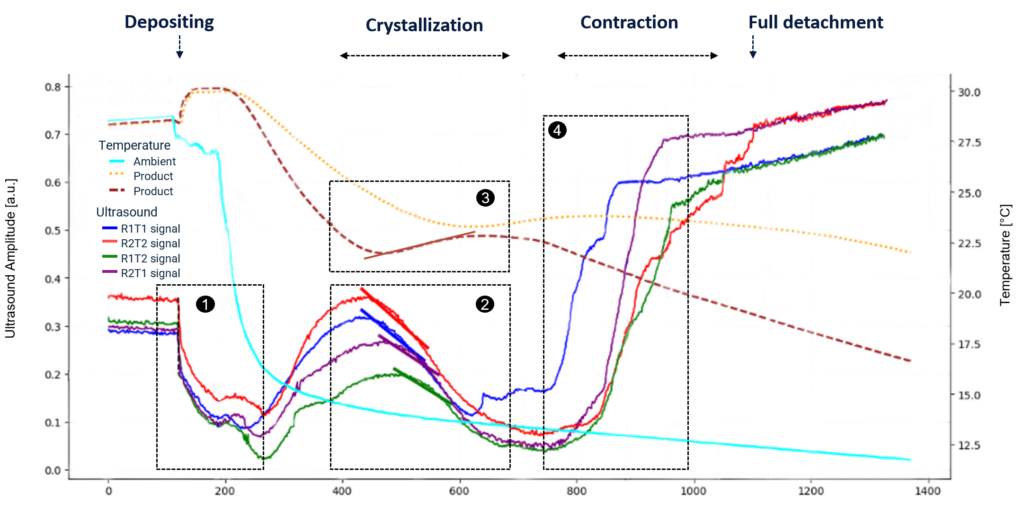
Multi-parameters algorithms including:
Viscosity
Crystallization efficiency
Tempering index
Detachment from the mould
Intuitive and decision-oriented data interpretation
Product applications
Plain chocolate
Moulded chocolate of any recipe and geometry.
Filled chocolate
Filled pralines or seasonal figures.
Biscuits or waffles
Moulded chocolate biscuits or waffles.
Hollow figures
Complexe seasonal figurine shapes.
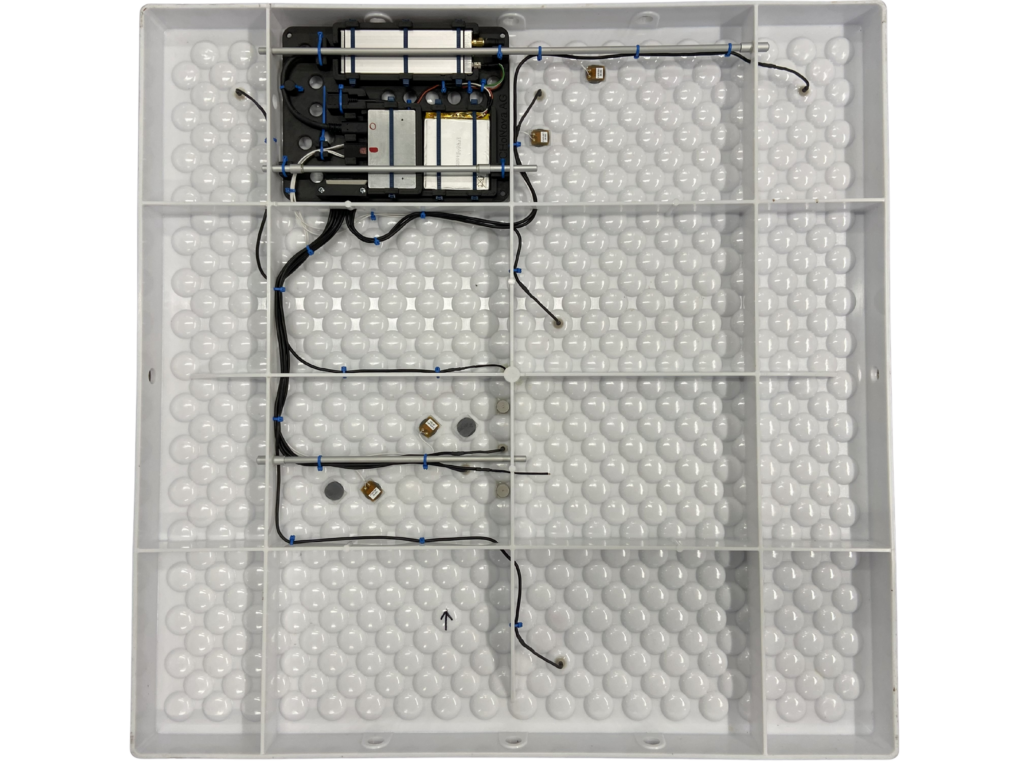
Use cases
Production line
Sensors are installed at the rear of a production mould and collect data in real time in the cooling tunnel: